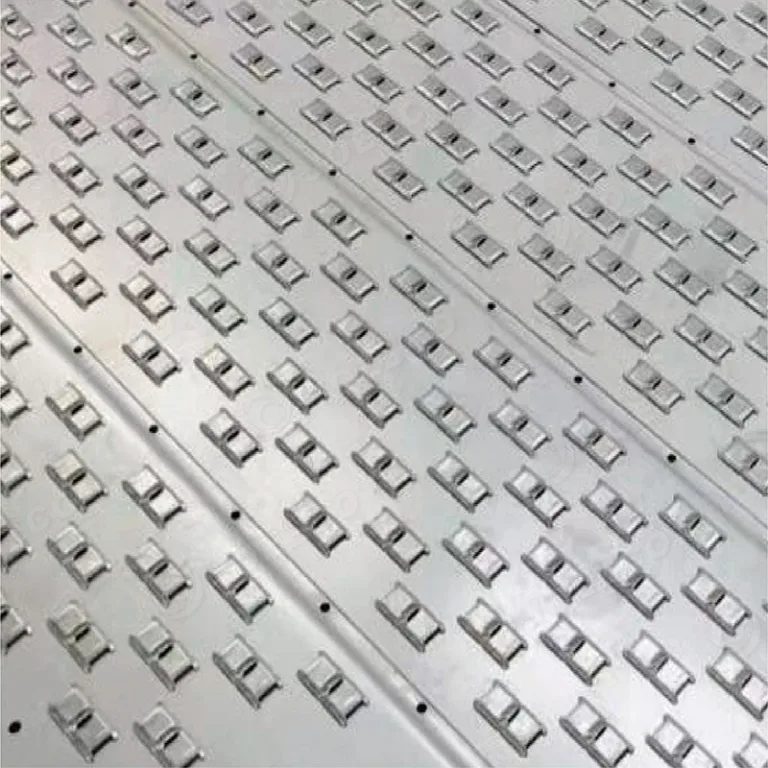
Guided Metal Conventional Valve Trays: High-Efficiency Directional Flow Technology for Refinery Fractionation
Trapezoidal Valve Innovation Guided Metal Conventional Valve Trays feature patented trapezoidal valves that redirect gas flow at acute angles to liquid movement, creating synergistic forward thrust. This Tianjin University-developed design slashes tray pressure drop by 15-20%, extends turndown flexibility (33% lower gas load limit + 20% upper limit), and eliminates